

Job Overview
As per the Client’s inspection/maintenance team, their major concern was to know the condition of the pressure vessel.
The Acoustic Emission Testing (AET) of in-service pressure vessel was performed in July 2020 by Arise Global Pte Ltd.
- Sensors were mounted using magnetic holders and high temperature couplant. This allowed appropriate sensitivity and reliability of installation.
- Data was collected/monitored from the pressure vessel at different pressure levels during fill and hold periods.
- AE signal detection was performed in threshold mode for corrosion/crack/stress activity detection and in continuous mode for leakage activity detection.
- AE data recorded during the examination was analysed using specially developed analysis procedure.

Inspection Equipment Details
| Item No | XXX |
| Diameter | 2 m |
| Thickness | 14mm |
| Material | C22N Carbon steel |
| Corrosion Allowance | 3mm |
| Circumference | 6.28m |
| Built Year | XXX |
| Medium inside the vessel | LPG |
| Operating Pressure | 6 Bar |
| Operating Temperature | 45°C |
| Capacity | 20 m3 |
| Last Cleaning/Repair Date | 2018 |
Testing Equipment Details

AE Examination
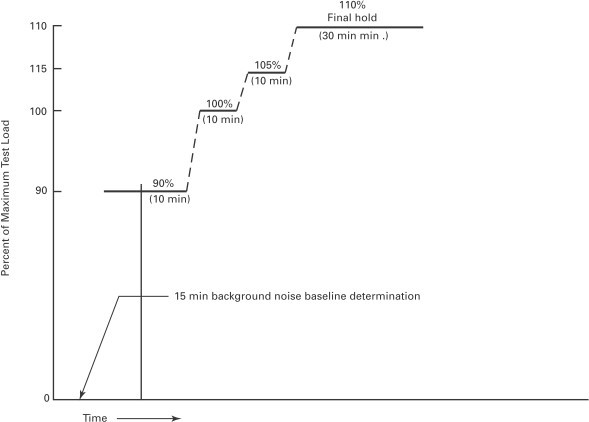
The vessel was pressurized according to ASME Sec V; Art. 12 is as shown in Figure below.
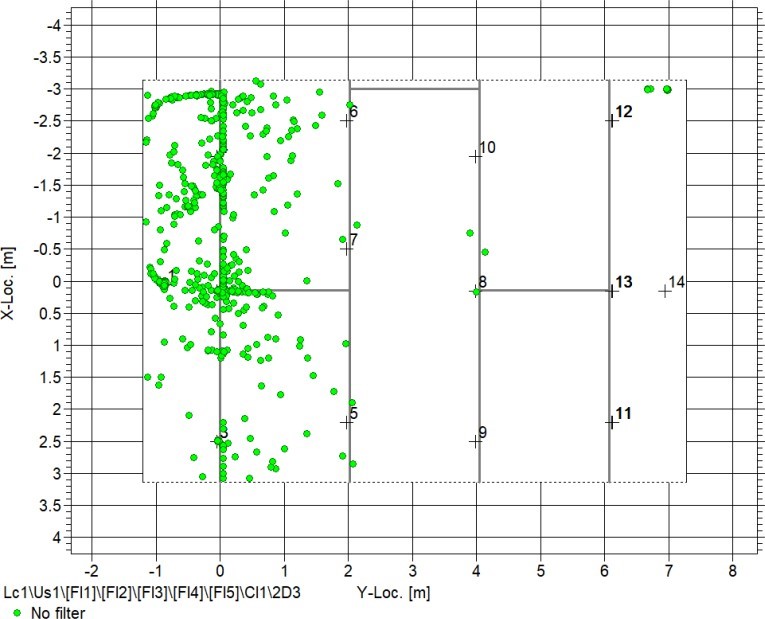
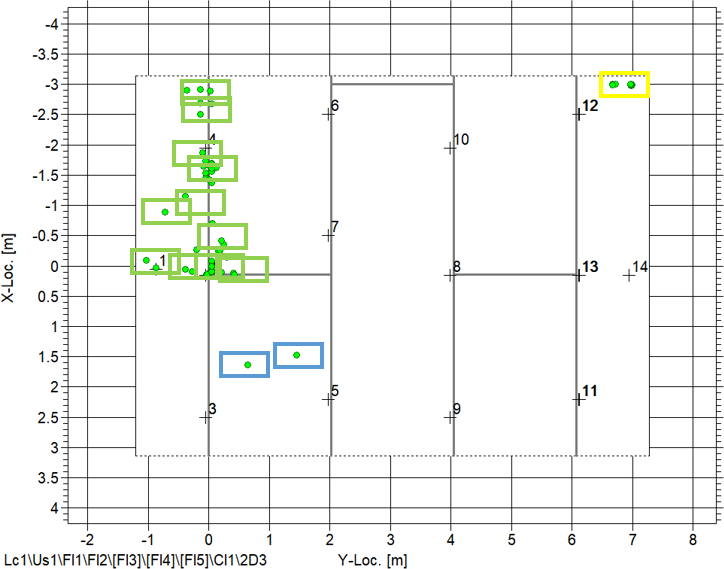
AE Inspection Results
Source Localization Diagram for Pressure Vessel

Conclusion

Recommendations
- A repeat AE inspection of this pressure vessel should be carried out within 12 months to monitor growth of significant activities observed.
- PAUT inspection is recommended to confirm any crack/minor crack activities at the clustered detected defect areas.
Validation of AET results by subsequent UT inspection
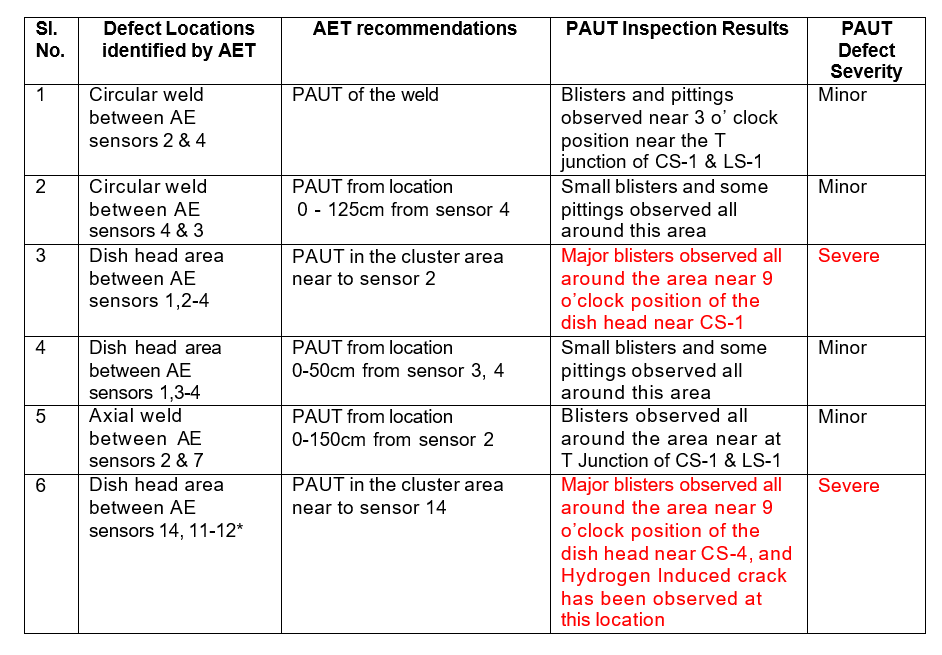
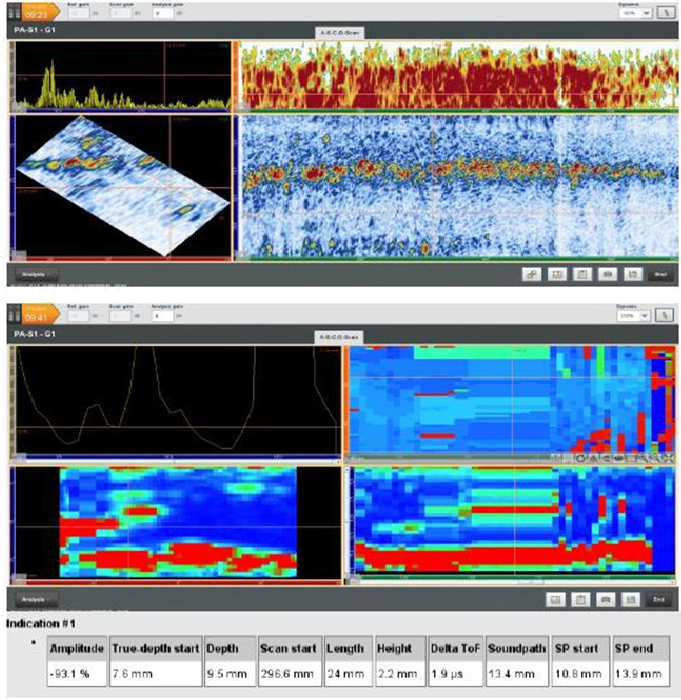
(After CS4, 9 O’ clock position)
