

Background
Job Overview
As per the Client’s inspection/maintenance team, their major concern was to evaluate the integrity of Reactor tubes.
The Acoustic Emission Testing (AET) of in-service Reactor tubes was performed whilst operating at ambient temperature by Arise Global Pte Ltd.
- Sensors were mounted using magnetic holders and high temperature couplant. This allowed appropriate sensitivity and reliability of installation.
- Data was collected/monitored at different pressure levels during loading and hold periods.
- AE signal detection was performed in threshold mode for corrosion/crack/stress activity detection and in continuous mode for leakage activity detection.
- AE data recorded during the examination was analysed using detailed multistage corroborative analysis procedures.

Inspection Equipment Details
| Loop No. | X |
| Tube Numbers | V, W, X, Y & Z |
| Tube Diameter | 150mm |
| Tube Length | 16m |
| Loop Length | 86m |
| Material | K12X |
| Thickness | 34mm |
| Built Year | |
| Medium inside the tube | Ethylene & Polymer |
| Design Pressure/ Test Pressure | 3200 / 3600 barg |
| Design Temperature | 300 degree C / – 10 degree C |
| Last Cleaning/Repair Date | NA |
Testing Equipment Details

AE Examination
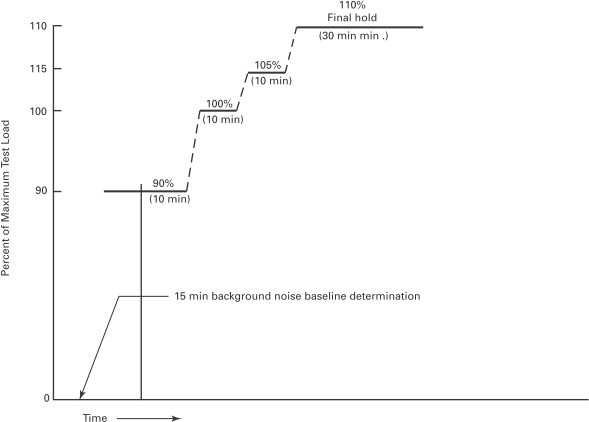
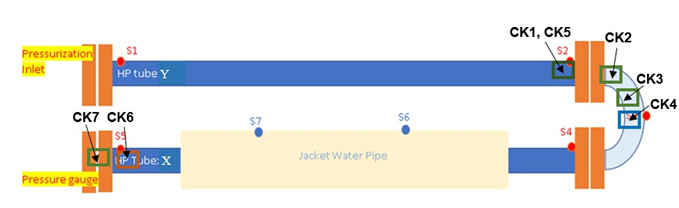
The Reactor was pressurized according to ASME Sec V; Art. 12 is as shown in Figure below
AE Inspection Results Analysis
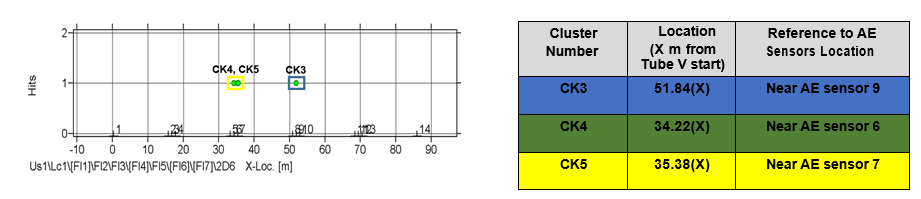
Sample Source Localization Diagram and Table for Reactor Tubes
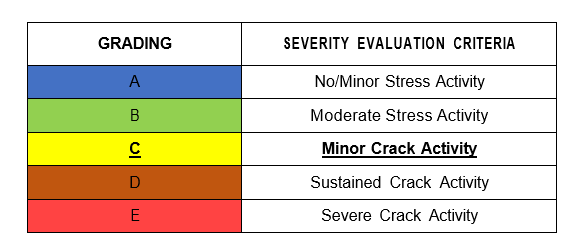
Confirmation of suspected crack CK-5 at HP Tube X at higher pressure
Conclusion
Recommendations
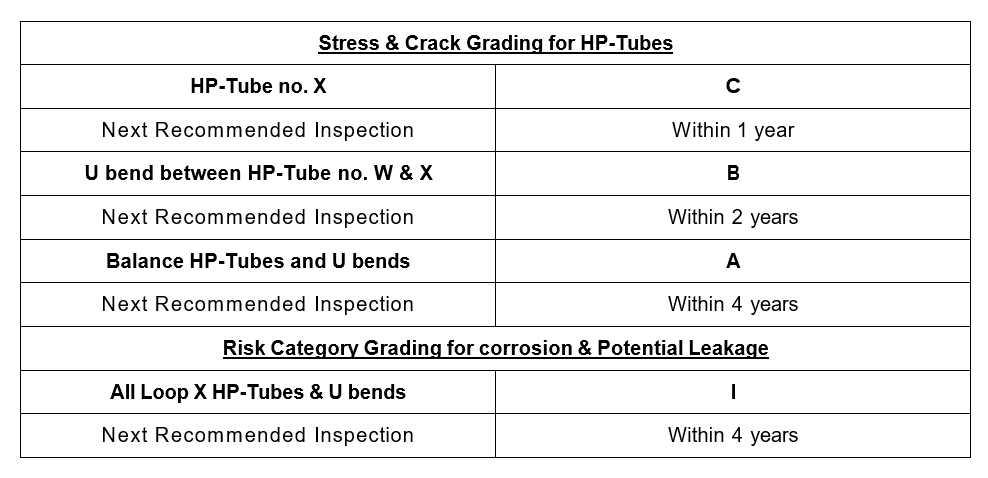
- A repeat acoustic emission inspection of Reactor HP-Tube no. X, U bend between HP- Tube no. W & X and other HP-Tubes and U bend of Loop X for stress / crack detection should be carried out in 1, 2 and 4 years respectively, unless a secondary confirmatory inspection of these HP tubes and U bends for these defects is carried out within this period. Subsequent acoustic emission inspection/s will provide an accurate measure of AE activity growth in tube, as well as to detect onset of any newer defects.
- A repeat acoustic emission inspection of all HP-Tubes and U bends of Loop X for corrosion & potential leakage activities should be carried out in next 4 years unless a secondary confirmatory inspection of these HP tubes and U bends for these defects is carried out within this period. internal inspection of the tube is done within this period. Subsequent acoustic emission inspection/s will provide an accurate measure of AE activity tube, as well as to detect onset of any newer defects.
