


Background: Job Overview
As per the Client’s inspection/maintenance team, their major concern was to detect suspected crack/s in the high & low temperature Pipelines in an offshore FLNG facility.
The Acoustic Emission Testing (AET) for pipelines with diameters from 2” to 12” was performed whilst operating at high temperature by Arise Global Pte Ltd.
- High frequency Sensors were mounted using magnetic holders/clamps on the pipeline surface. This allowed appropriate sensitivity and reliability of installation.
- Data was collected/monitored only at maximum operating pressure due to process operational constraints.
- AE signal detection was performed in threshold mode for crack/stress activity detection.
- AE data recorded during the examination was analysed using detailed multistage corroborative analysis procedures in time and frequency domains.
Inspection Equipment Details
| Pipeline No | XXX |
| Pipeline Length | XXX m |
| Pipeline Diameter | 2”-12” |
| Thickness | XXX mm |
| Material | ASTM A 106 Gr. B |
| Built Year | 2014 |
| Operating Pressure | 70.28 bar |
| Operating Temperature | 46-85⁰C |
| Last Cleaning/Repair Date | NA |
Testing Equipment Details

AE Examination
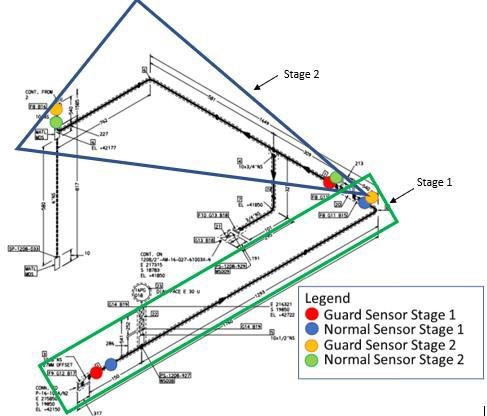
The sensor arrangement on the pipeline is as shown in Figure below.
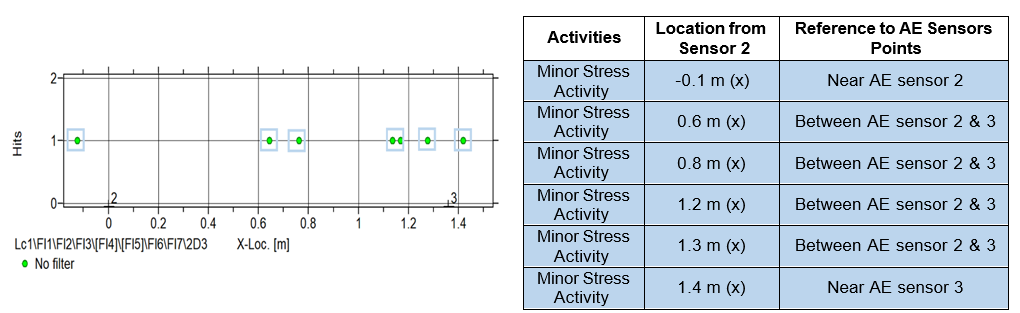
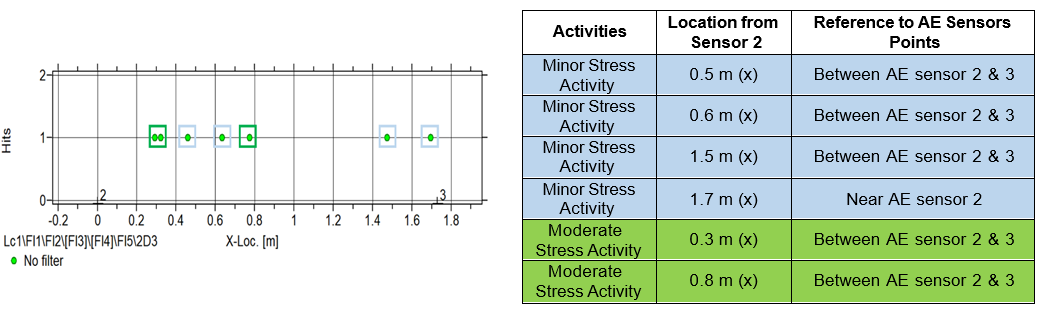
AE Inspection Results Analysis
Sample Source Localization Diagram and Table for FLNG pipelines
Conclusion
As per the analysis, the following are the findings around the structure of the pipeline:
Stage 1
- Minor stress activities between AE sensor 2 and 3.
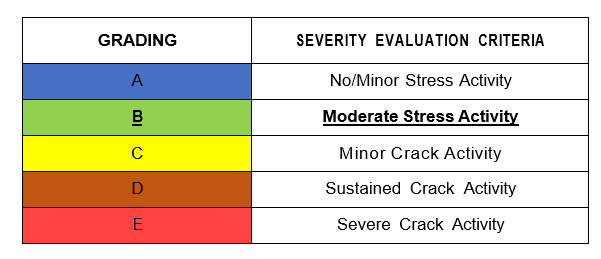
Overall Pipeline condition grading is determined as ’A’.
Stage 2
- Minor and Moderate stress activities between AE sensor 2 and 3.
Overall Pipeline condition grading is determined as ’B’.
Recommendations
A repeat AE inspection of XXX should be carried out within 18 months to monitor growth of stress activities observed and advent of any new defect related activties.
